フッ素樹脂 (PTFE) 成形装置
フッ素樹脂は、耐熱性・耐薬品性・難燃性・耐腐蝕性・すべり性・非粘着性・絶縁性・耐候性等に優れた特性があります。私たち田端機械工業は、中でも“キングオブポリマー”と称されるほど優れた特性を持つPTFE(四フッ化エチレン)を中心としたフッ素樹脂(PTFE)成形装置の先進的トップメーカーとして、長きにわたって実績を築きあげてきました。常に各ユーザーに応じた最適設計を提供することで、安定性と堅牢性、さらに再現性の高さやメンテナンスの容易さを実現して高い評価を得ています。
フッ素樹脂には多くの種類があり、溶融タイプと非溶融タイプでは加工方法もまったく異なります。PTFEはフッ素樹脂の中で最もハイグレードの非溶融タイプです。PTFEにはいくつかの種類があり、製品によって加工方法は異なります。田端機械工業は、1955年に最初のPTFEペースト押出装置を開発。以来、新しい製品用途やユーザーの要望に応えて、安定性・耐久性・操作性に優れたPTFE樹脂成形装置を数多く納品してきました。
PTFEの種類と成形方法
| 樹脂 | 形成法 |
|---|---|
| ファインパウダー(FP) | ペースト押出成形 |
| モールディングパウダー(MP) | ラム押出成形 |
| ディスパージョンタイプ(D) | 含浸式成形 コーティング |
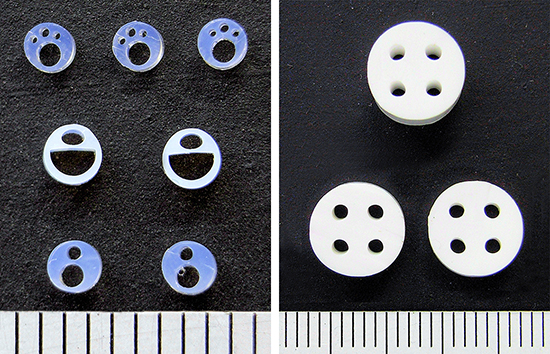
PTFEパウダー


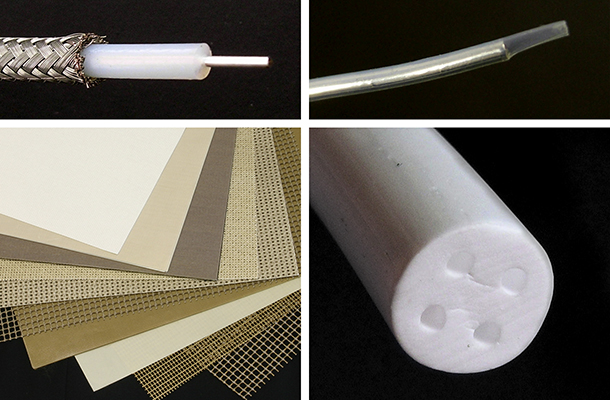
フッ素樹脂の中でもPTFE成形製品は優れた性能を持ち、チューブや電線、シートなどの形状で産業界で広く使われています。
PTFEファインパウダー:ペースト押出装置
ペースト押出装置では、PTFEファインパウダーと押出助剤を混合し予備成形機で円筒状や円柱状に予備成形した後、押出機で所定の形状に押し出し、焼成炉で焼成します。
ペースト押出成形によるチューブや電線被覆、シートなどのPTFE成形製品は、高い耐熱性・耐薬品性・難燃性・耐腐蝕性・すべり性・電気的特性を持ち、自動車用、電気製品、化学・薬品用配管、医療分野など産業界で広く使われています。
中でも、自動車O₂センサーケーブルや通信技術の進歩に伴う同軸ケーブル、各種フィルターに利用される「多孔質膜材」は新しい分野として近年増加しつつあります。また、医療関連としてカテーテルのライナーに使用される薄肉チューブの製造が行われています。
装置
・電線被覆成形装置
・チューブ押出成形装置
・シート押出成形装置
主な用途
同軸ケーブル、自動車O₂センサーケーブル、
各産業用チューブ、メディカル用チューブ、
ePTFEチューブ、ePTFE電線など
基本プロセス
1. PTFEファインパウダーと押出助剤を混合機でブレンド
2. 予備成形機で円筒状・円柱状に予備成形
3. ペースト押出機により常温・高圧で押出成形
4. 被成形品を焼成炉で乾燥→焼成温度まで加熱し完了 (連続又は別工程)
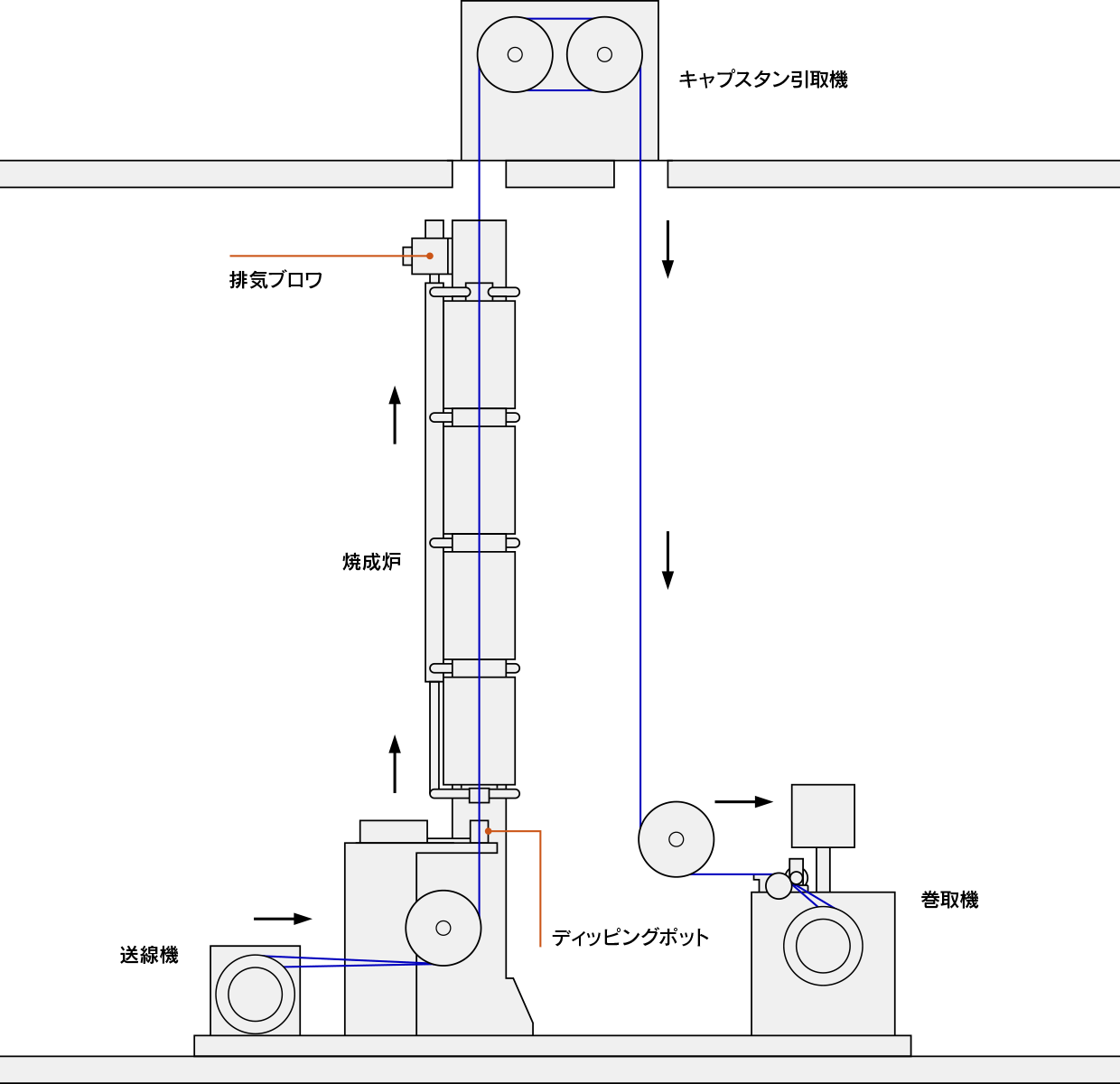
電線被覆成形装置の概要 模式図
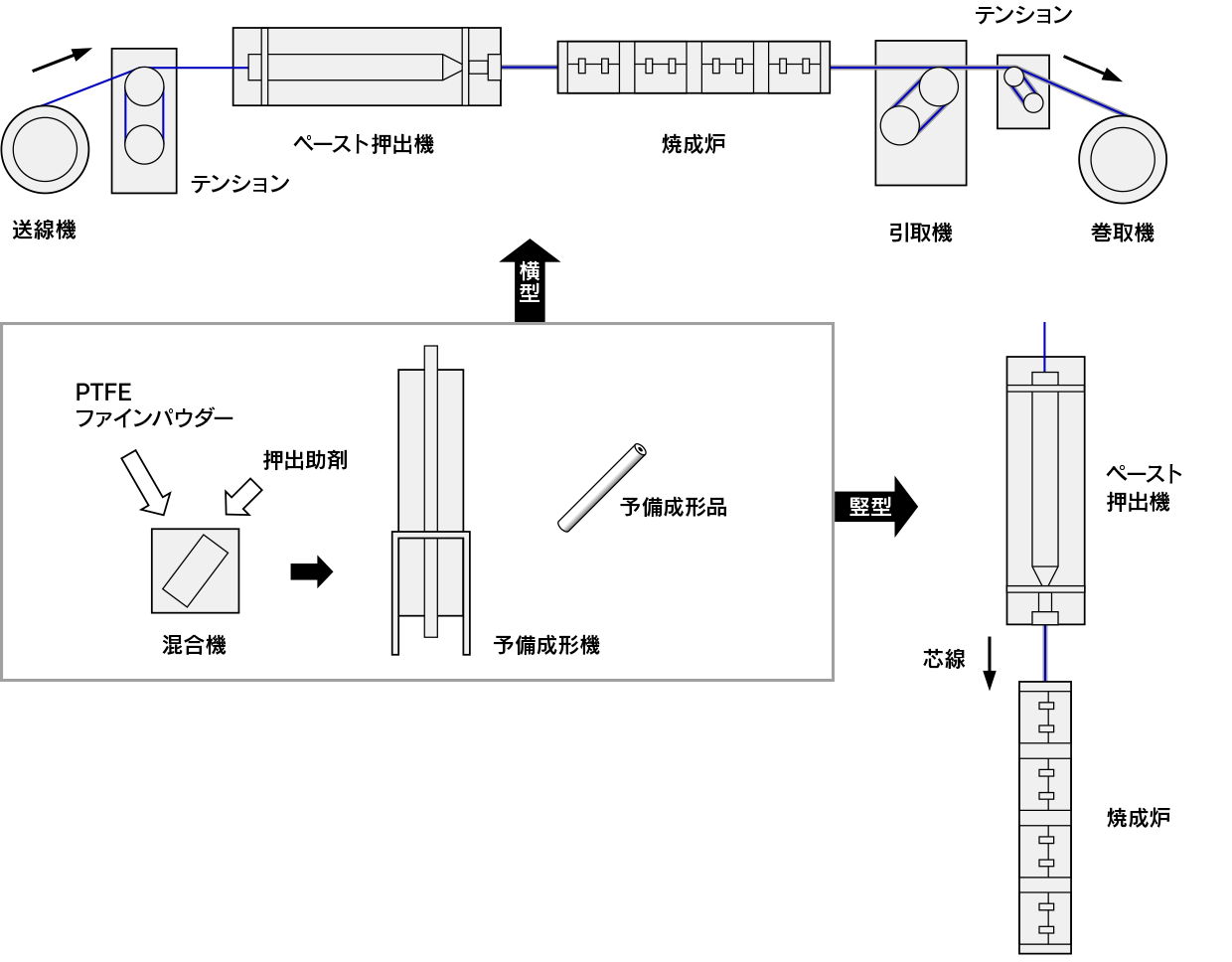
上図の送線機に巻かれた芯線を右側の引取機で押出機内を通過させ押出成形すると、押出機先端部金型内で樹脂が被覆されます。次いで焼成炉で樹脂を乾燥・焼成させ、巻取機で巻き取ります。
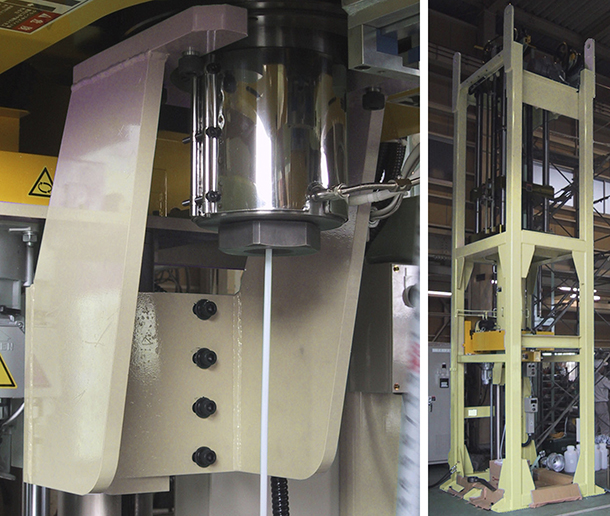
電動駆動方式PTFEペースト押出装置
通常、ペースト押出法による樹脂の線材被覆は薄くても50ミクロン程度ですが、田端機械工業ではこれをさらに薄く30ミクロン以下にする装置に対応しています。この極薄肉被覆電線の用途としてはカテーテルのライナー等があります。
田端機械工業では世界に先駆けて、電動駆動方式PTFEペースト押出装置を採用しました。電動モーター駆動と精密な駆動機構により、安定した速度での押出成形が可能です。
ペースト押出装置 関連機械
混合機
プラスチックボトルにPTFEファインパウダーと押出助剤を入れ、軸方向と円周方向の二方向に回転して均一に混合します。樹脂の繊維化はせず、ダマ(小さい塊)の発生も最小に抑えることが可能になりました。

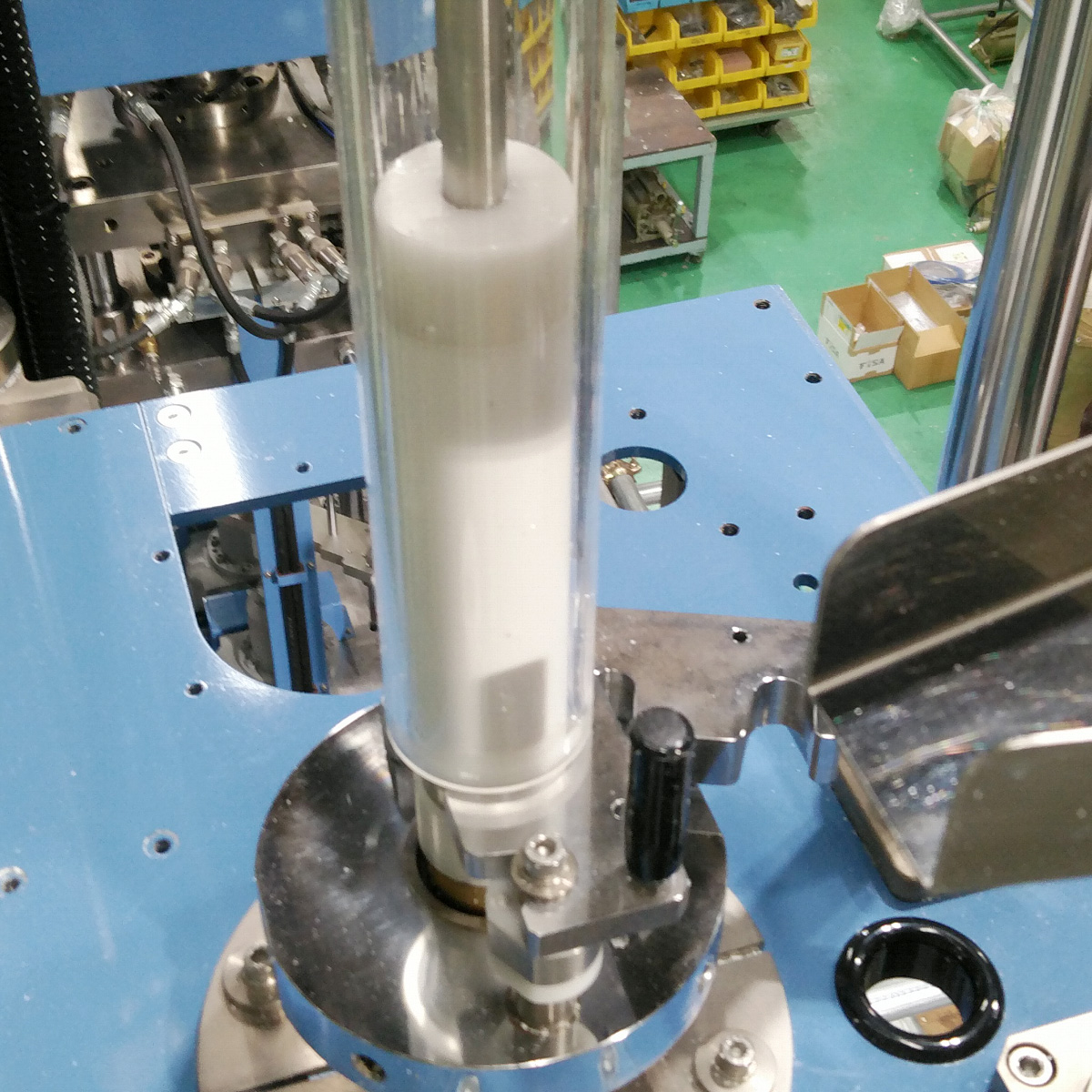
予備成形機
押出機に樹脂を充填するためには、まずPTFEファインパウダーを固める予備成形が必要です。予備成形機は、PTFEファインパウダーと押出助剤を混合したパウダーを、所定の圧力で円筒状または円柱状に圧縮加圧成形します。
原料投入部付近の一例

PTFE用・2頭式予備成形機
乾燥引取機
電線被覆成形装置に組込まれることの多い機械。主に押出助剤の乾燥を目的としています。
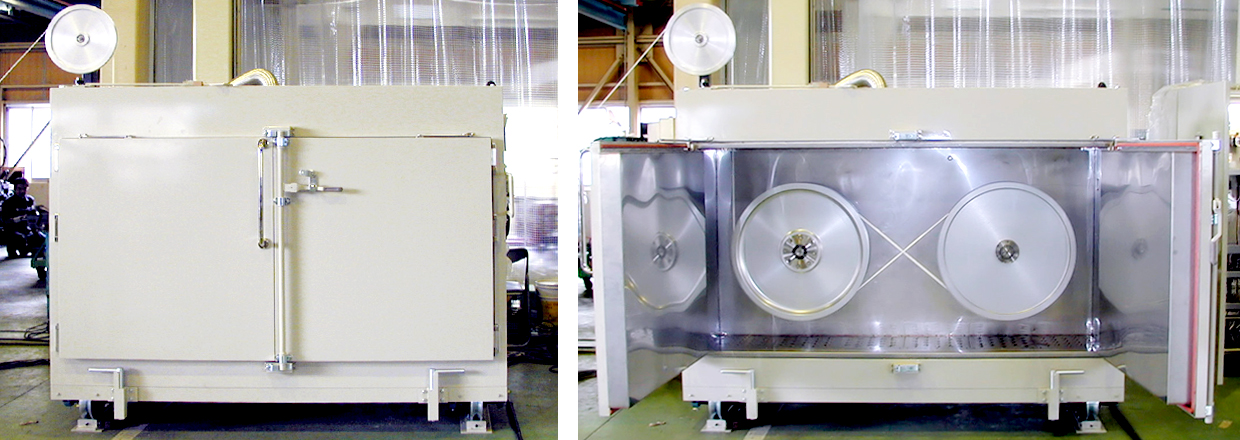
乾燥・焼成炉
常温で押出成形した成形品は押出助剤が含まれているため、軟らかい状態です。そのため押出後に押出助剤を乾燥させ、樹脂をゲル化温度まで連続加熱し固定します。竪型・横型の焼成炉では加熱温度を100℃から高い部分は500℃程度まで段階的に設定が可能です。

特殊用途の機械
ペースト押出装置でシート状や丸棒状に押し出した後、カレンダーロールで圧延し、さらに縦横方向の延伸装置を組合せて多孔質フィルムを作る成形方法があります。
PTFEモールディングパウダー:ラム押出装置
PTFEモールディングパウダーを一定量ずつ金型に供給した後、加熱しながら突き固め、圧縮成形して所定の形状で押し出します。製品形状によって複数本取りも可能。
装置
・ロッド押出成形装置 ・パイプ押出成形装置 ・異形押出成形装置
主な用途
PTFEロッド、PTFEパイプなど
基本プロセス
1. ペレット状・フレーク状・パウダー状原料を秤量器へ投入
2. 成形金型・シリンダー内に間欠供給
3. 原料供給ごとに、ラム(押棒)で圧縮加圧
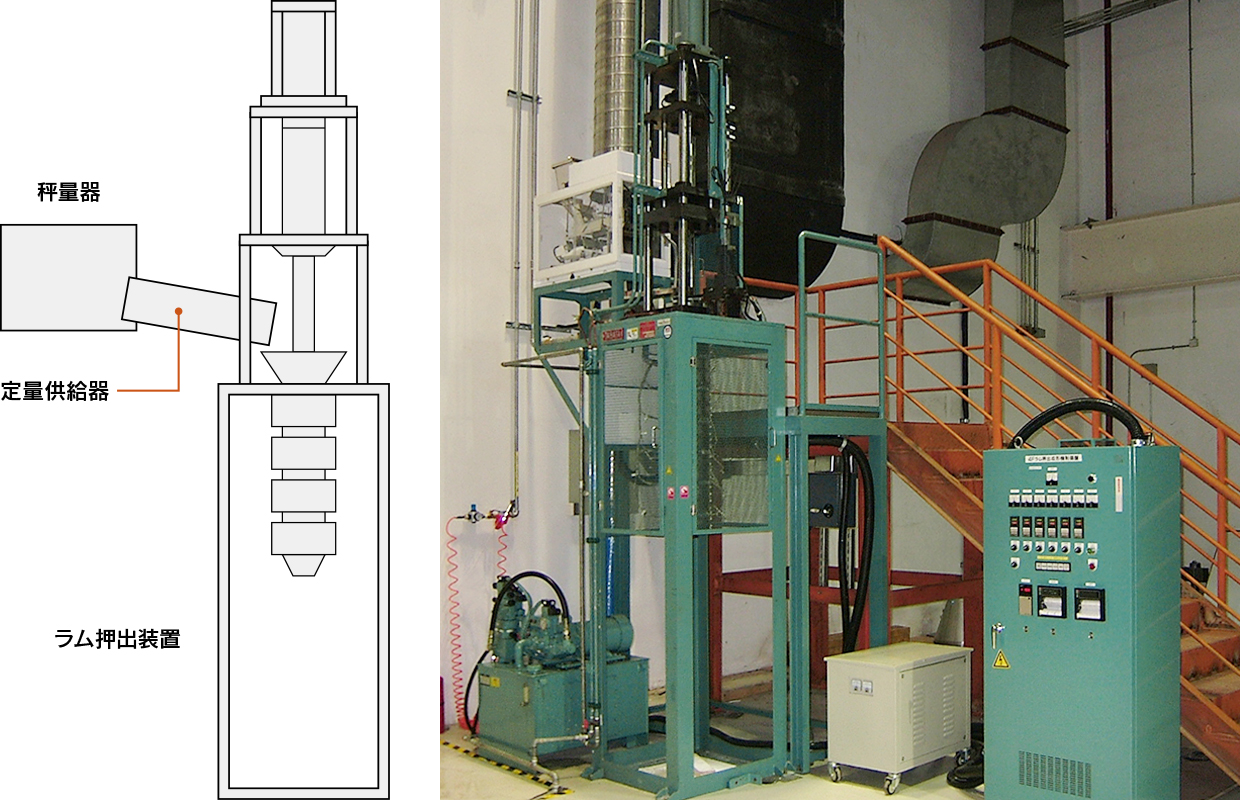
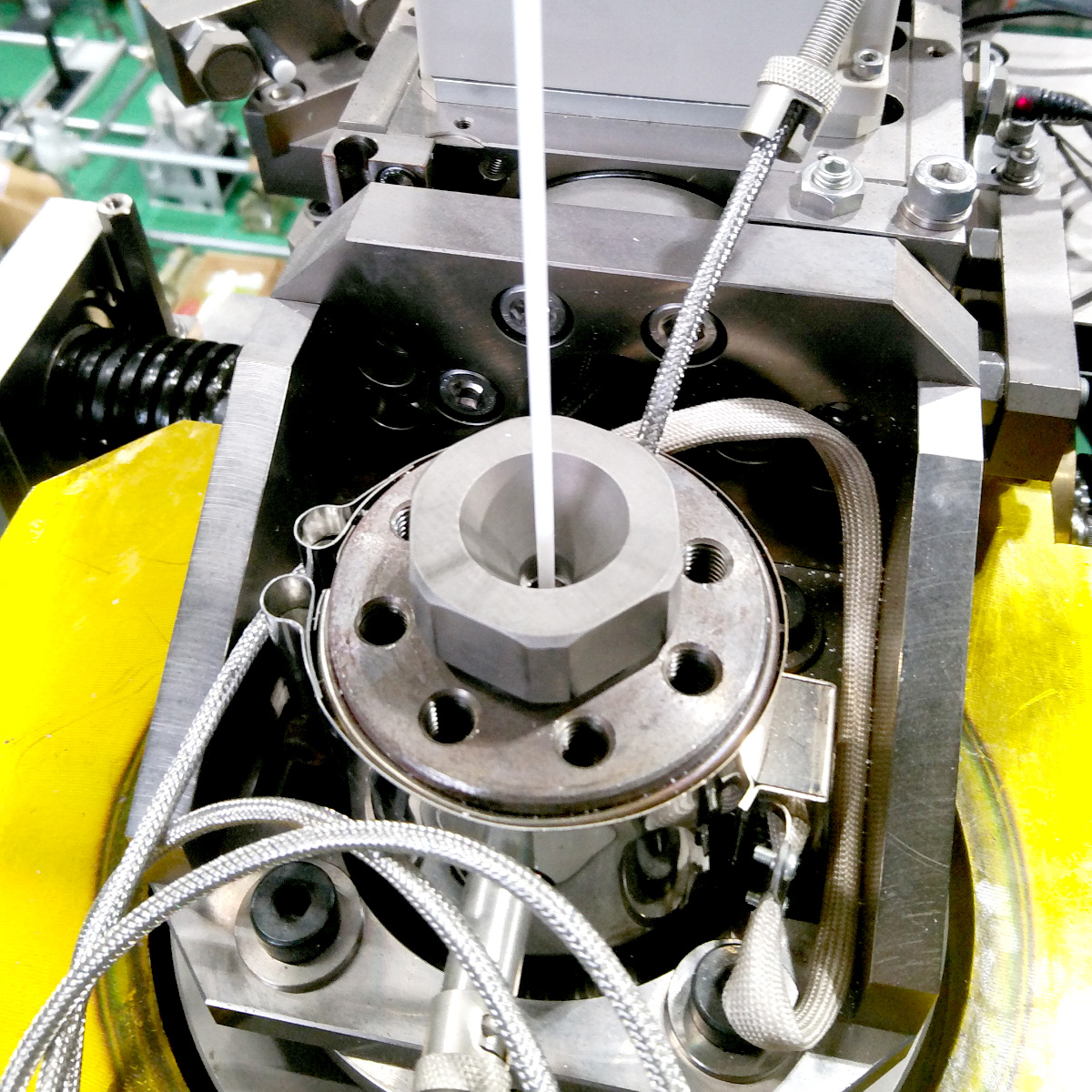
ラム押出装置
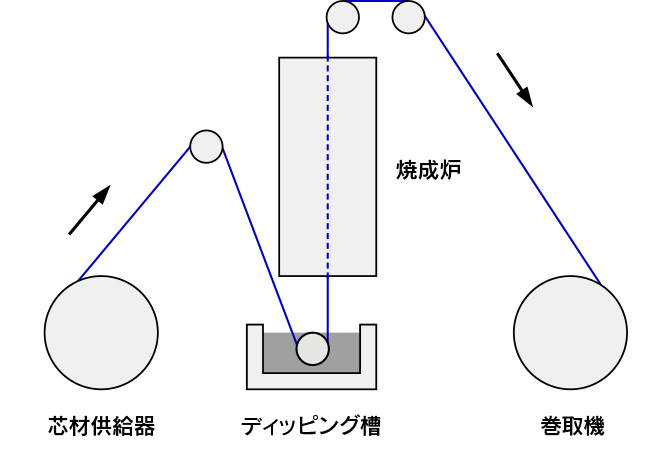
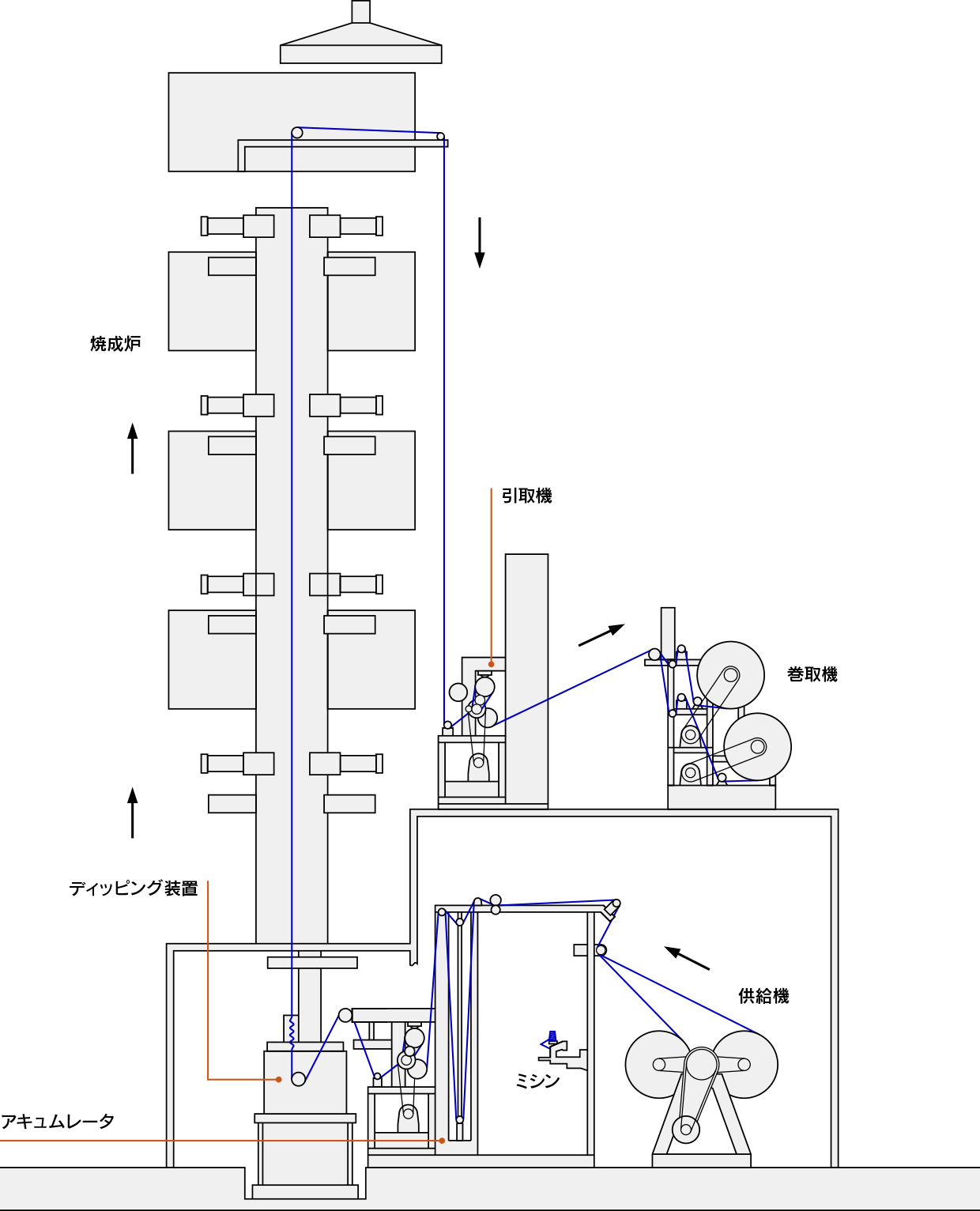
PTFEディスパージョン:ディップコート装置
PTFEのディスパージョン液に目的物(芯線・ガラスクロス)を浸けた後、焼成炉で加熱焼成します。
装置
・芯線コーティング装置
・ガラスクロスコーティング装置
主な用途
カテーテルチューブ、超薄肉電線、テント幕、耐熱コンベアーベルト、プリント基板材料など
基本プロセス
1. PTFEのディスパージョン液を満たしたディッピング槽に芯線・ガラスクロスを通過させ、非常に薄い樹脂皮膜を生成
2. 焼成炉で加熱焼成し固定・成形
芯線コーティング装置
ペースト押出成形では難しい、数ミクロンから10ミクロン程度の極端に薄いPTFE樹脂被膜で線材に被覆を施す成形方法です。医療用途の線材やチューブ製造に適しています。
ガラスクロスコーティング装置
機械的強度のあるガラスクロスにディスパージョン液を含浸させ焼成することにより、高いすべり性・耐熱性・耐候性・電気的特性・高周波特性など多くの特長を持つ製品を製造します。建築用屋根材、屋外用テント地、コンベアーベルト、プリント基板絶縁材等、さまざまな分野で使用されています。
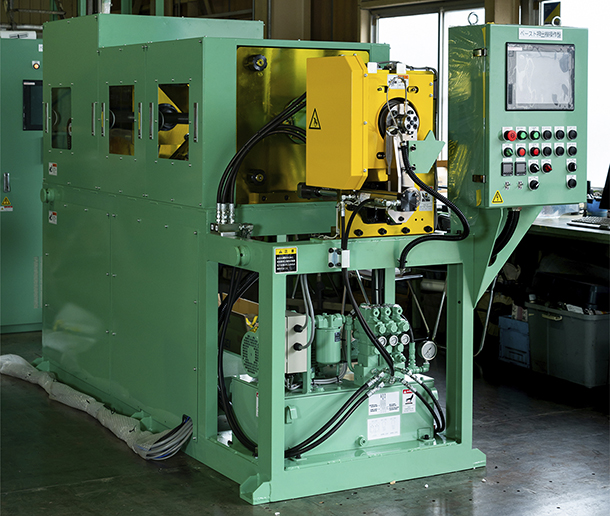
PTFE デモ機
PTFE ペースト押出機仕様
| 項目 | 単位 | 仕様 |
|---|---|---|
| 型式 | - | 電動式竪型上方押出 |
| シリンダー径 | mm | 50 |
| マンドレル径 | mm | 16 |
| 有効ストローク | mm | 400 |
| ラム駆動方式 | - | ジャッキ+電動機 |
| 最大ラム速度 | mm/min | 50 |
| 最大押出圧力 | MPa | 100 |
| 加熱 | - | 2点(シリンダ、ヘッド) |
PTFE 予備成形機仕様
| 項目 | 単位 | 仕様 |
|---|---|---|
| 型式 | - | 油圧式上方取出 |
| シリンダー径 | mm | 50 |
| マンドレル径 | mm | 16 |
| 圧縮方式 | - | 油圧シリンダー直圧式 |
| 成形最大圧力 | MPa | 5 |